
SensoTech公司的超声波浓度计应用-冷轧机
客户收益
通过连续监测乳液组合物,可避免由过少或过度润滑引起的产品质量变化。
通过限制监测,能迅速显示峰形测量值变化监测到突然进入系统的其他油类(如在液压系统或滚柱轴承泄漏)。
如果传感器信号被用于直接控制定量,每天可节省5%的油。

介绍
在冷轧过程中,轧制产品的厚度会变薄。冷轧系统基本上有两种类型:可逆式和串联式轧机。
串联式轧机用于较大的生产设备中,其中金属带连续地通过多个轧机,以确保较高的生产量。
在可逆式轧机中,轧制油通过轧机运行多次。这对于具有低占用率和维护的生产设备是有利的,可使特殊产品有更好的微结构。
LiquiSonic®测量系统能够在可逆式和串联式轧机中对轧制油乳液进行连续监测,防止由于过度和过低的润滑而导致的轧制材料质量的变化。缺量致使高热量产生及不良的表面光洁度。过量导致传送带过于润滑。此外,也可避免轧制油乳液的成本和消耗增加。LiquiSonic®分析仪可成功安装在不锈钢轧机和处理厂,也可用于碳钢和有色金属。


应用
在冷轧过程中,将轧制油-水乳液喷涂到轧制材料上,以便:
· 冷却辊和轧制坯料
· 去除杂质
使摩擦力最小化。乳液在闭路(过滤器、缓冲罐、泵、喷嘴)中循环并连续再生。
可逆式轧机只有一个带有一个罐的轧机机架。串联轧机由具有几个具有不同乳液浓度的槽的多个轧制机架组成。
乳液组分是由以下原因不断变化的:
· 水的连续蒸发
· 通过轧制的油分散
· 外来油(液压油,润滑油)
· 铁颗粒和污垢
因此精确测量乳液组合物非常重要。
多年来SensoTech提供大量经过验证的解决方案,以确保为许多知名的供应商(如Quaker,Henkel或Houghton)进行连续轧制液体的质量控制。
安装
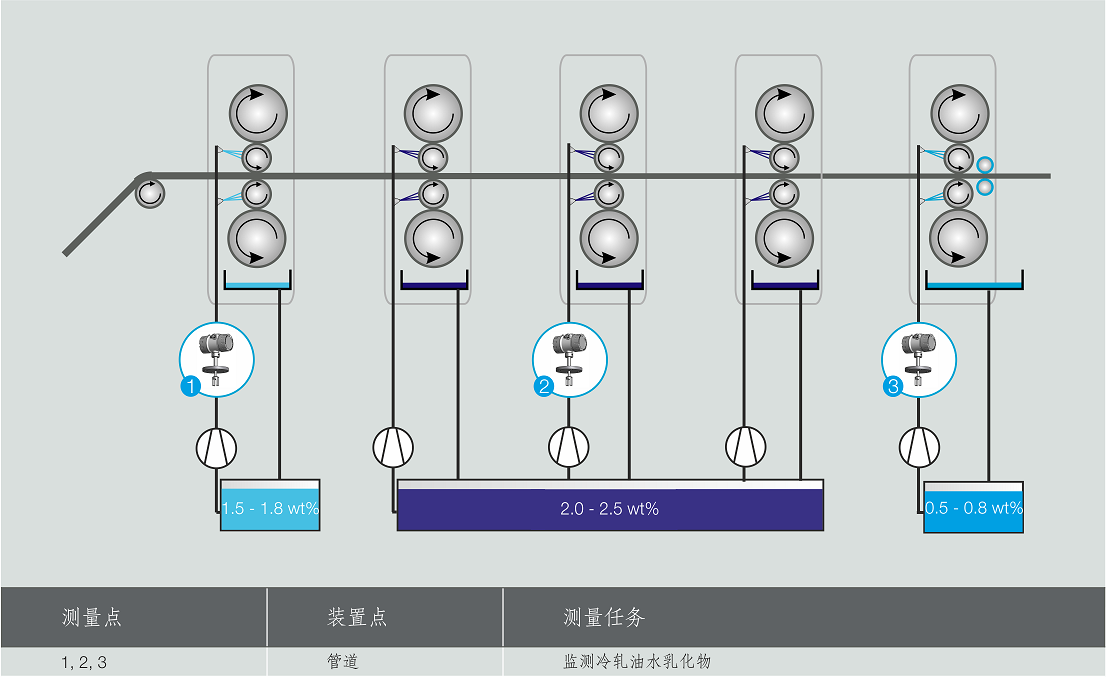
LiquiSonic®传感器可安装在泵后,或在主管路轧机机架的喷嘴上。根据具体的系统状况,管道直径范围从DN80到DN200可选。LiquiSonic®控制器30可连接4个传感器,从而可以同时监测串列式轧机的几个测量点。
此外,由于传感器和控制器之间的最大距离为1000m,一个控制器还可以管理不同的可逆式轧机中的几个传感器。考虑到管道中的压力波动(如5-12bar,通过在辊和循环操作之间切换而发生),通过内部压力补偿,可稳定输出浓度。
常用测量范围:
浓度范围:0-10wt%
温度范围:40-70℃
压力范围:0-15bar